







Сварочные электроды
- МР-3
- МР-3С
- МР-3М
- МР-3А
- УОНИ-13/55 (УОНИ-13/45)
- ОЗС-4
- ОЗС-12
- АНО-4
- АНО-21
- АНО-36
- ОЗЛ-7 для сварки высоколегированных сталей и сплавов
- Basic One
- Omnia 46
- OK-46
- Сварочное оборудование для газо- и электросварки
- Таблица соответствия электродов
Полезные статьи:
Инструменты для электросварщика: принадлежности и спецодежда
ТОП 10 лучших производителей электродов!
Как обеспечить правильное хранение электродов? Видео
Общая информация

Электроды предназначены для сварки углеродистых сталей, содержащих до 0,25% углерода, и низколегированных сталей с временным сопротивлением разрыву до 590 МПа. Основными характеристиками электродов являются механические свойства металла шва и сварного соединения: временное сопротивление разрыву, относительное удлинение, ударная вязкость, угол изгиба.
По виду покрытия электроды делятся на рутиловые, кислые, основные и целлюлозные.
Электроды с рутиловым покрытием
Основу покрытия рутиловых электродов, составляет природный рутиловый концентрат (TiO2), более 50%. Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у рутиловых электродов выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок рутиловых электродов относится к электродам типа Э42 и Э46. электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов, а именно газовые выделения при сварки менее вредны для сварщика, они обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, лёгким отделение шлаковой корки, и отличным формированием шва.
Мр-3 (Э-46) ГОСТ 9467-75 ГОСТ 9466-75 ТУ 1272-29900187211-2001 ТУ 36.23.25-007-90
Электроды с кислым покрытием
Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
К электродам рассматриваемой группы также относятся электроды с Ильменитовым покрытием, занимающие промежуточное положение между электродами с Кислым покрытием и Рутиловыми электродами. В состав покрытия этих электродов в качестве основного компонента входит Ильменитовый концентрат (природное соединение диоксидов титана и железа - FeTiO2) (Мр-3М ТУ 1272-303-00187211-2002).
Электроды с основным покрытием
Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу, соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металла шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-4200С).
УОНИ – 13/45 ГОСТ 9466-75 (Э-42А) ТУ 1272-175-00187211-97
УОНИ – 13/55 ГОСТ 9466-75 (Э-50А) ТУ 1272-174-00187211-97
Электроды с целлюлозным покрытием
Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный такими электродами, по химическому составу соответствует полуспокойной и спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам шва и сварных соединений данные электроды соответствуют типам Э42, Э46, Э50. Для целлюлозных электродов характерна возможность сварки вертикальных швов, способом сверху вниз.
Таблица 3.

| Обозначение | |
| С тонким покрытием D/d < 1,2 | М |
| Со средним покрытием 1,2 | С |
| С толстым покрытием 1,45 < D/d < 1,8 | Д |
| С особо толстым покрытием D/d > 1,8 | Г |
Таблица 4.
| Для сварки во всех положениях | 1 |
| Для сварки во всех положениях, кроме вертикального сверху вниз | 2 |
| То же, кроме вертикального сверху вниз и потолочного | 3 |
| Для швов нижнего и нижнего в «лодочку» | 4 |
Таблица 5.
| Переменный ток (Uxx, B) | Постоянный ток (полярность) | Обозначение |
| Не применяется | Обратная | 0 |
| 50 ± 5 | Любая | 1 |
| Прямая | 2 | |
| Обратная | 3 | |
| 70 ± 10 | Любая | 4 |
| Прямая | 5 | |
| Обратная | 6 | |
| 90 ± 5 | Любая | 7 |
| Прямая | 8 | |
| Обратная | 9 |
Таблица 6.Сталь углеродистая обыкновенного качества ГОСТ 380-71
| Группа | Марка стали |
| А | Ст0, Ст1, Ст2, Ст3, Ст4, Ст5, Ст6 |
| Б | БСт0, БСт1, БСт2, БСт3, БСт4, БСт5 |
| В | ВСт0, ВСт1, ВСт2, ВСт3, ВСт4, ВСт5 |
| Группа свариваемости | Марки стали | Условия сварки | |
| Углеродистые | Легированные | ||
| I Хорошая | Ст1; Ст2; Ст3; Ст4; Стали 08; 10; 15; 20; 25 | 15Г; 20Г; 15Х; 15ХА; 20Х; 15ХМ; 20ХГСА; 10ХСНД; 10ХГСНД; 15ХСНД | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкций, температуры окружающей среды |
| II Удовлетворительная | Ст5; Стали 30; 35 | 12ХР2; 12ХН3А; 20ХН3А; 20ХН; 20ХГСА; 30Х; 30ХМ; 25ХГСА | Сварка только при температуре окружающей среды не ниже –5 0С, толщине металла менее 20 мм при отсутствии ветра |
| III Ограниченная | Ст6; Стали 40; 45 | 35Г; 40Г; 45Г; 40Г2; 35Х; 40Х; 45Х; 40ХМФА; 40ХН; 30ХГС; 30ХГСА; 35ХМ; 20Х2Н4МА | Сварка с предварительным или сопутствующим подогревом до 250 0С в жестком диапазоне режимов сварки |
| IV Плохая | Стали 50; 55; 60; 65; 70; 75; 80; 85 | 50Г; 50Г2; 50Х; 50ХН; 45ХН3МФА; ХГС; 6ХС; 7ХЗ | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки |
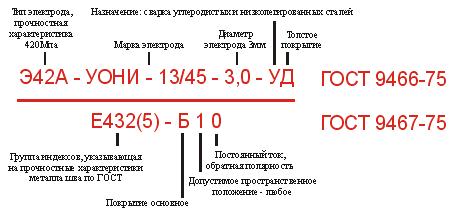
Таблица 8. Вид упаковки и ее масса
| Марка электрода | Вес одной упаковки | Упаковка |
| Мр-3 Ø 3мм Мр-3М Ø 3мм | 5 кг | Картонная коробка * повышенного качества, дополнительная упаковка целлофаном |
| Мр-3 Ø 4мм Мр-3М Ø 5мм | 5 кг | Картонная коробка * повышенного качества, дополнительная упаковка целлофаном |
| УОНИ 13/45 Ø 3мм УОНИ 13/55 Ø 3мм | 5 кг | Картонная коробка * повышенного качества, дополнительная упаковка целлофаном |
| УОНИ 13/45 Ø 4мм и 5 мм УОНИ 13/55 Ø 4мм и 5 мм | 5 кг | Картонная коробка * повышенного качества, дополнительная упаковка целлофаном |
| ОЗС-12 Ø 3, 4 и 5 мм | 5 кг | Картонная коробка |
| Мр-3С Ø 3, 4 и 5 мм | 5 кг | Картонная коробка |




 Перейти в корзину
Перейти в корзину