







Проволока колючая одноосновная рифленая ГОСТ 285-69
 Колючая проволока одноосновная: краткая справочная информация
Колючая проволока одноосновная: краткая справочная информацияИзготавливается из низкоуглеродистых марок стали. Для защиты от коррозии имеет цинковое покрытие с пассивированной пленкой. Конструкция колючей проволоки приведена на Рис. 1. Поверхностная плотность цинка должна соответствовать требованиям таблицы ниже. Поставляется в мотках массой 25-40 кг.
Минимальная партия 1 бухта
Проволока применяется для сооружения различных видов ограждений и препятствий.
Примечание: углы a и g - не менее 300. размер a > 2,8 мм b > 2,3 мм g >17 м (таблицы 1 и 2, и фото)
ГОСТ 285-69 проволока колючая :
1. Основные параметры и размеры
1.1. Проволоку колючую изготовляют по виду поверхности:
Углы α, β, γ должны быть не менее 30°.
Размеры должны быть:
а - не менее 2,8 мм;
b - не менее 2,3 мм;
h - не менее 17 мм.
- без покрытия - К;
- оцинкованную - КЦ (1, 2, 3 и 4 классов);
- оцинкованную пассивированную - КЦП;
- по точности изготовления:
- повышенной точности - А;
- нормальной точности.
Углы α, β, γ должны быть не менее 30°.
Размеры должны быть:
а - не менее 2,8 мм;
b - не менее 2,3 мм;
h - не менее 17 мм.
Примеры условных обозначений:
Проволока колючая, без покрытия, нормальной точности:
Проволока к ГОСТ 285-69
То же, оцинкованная 1-го класса, повышенной точности:
Проволока КЦ-1А ГОСТ 285-69
То же, оцинкованная 1-го класса, пассивированная:
То же, оцинкованная 1-го класса, пассивированная:
Проволока КЦП-1 ГОСТ 285-69
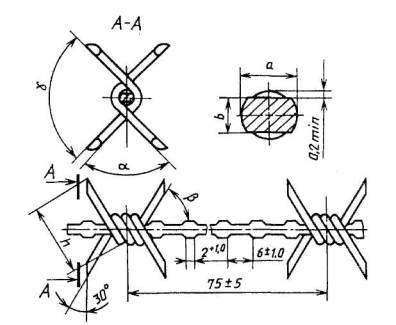
Таблица 1
| Составляющая проволоки | Ø, мм | Предельное отклонение по диаметру | |||
| Для проволоки без покрытия, оцинкованной 1,2 классов и оцинкованной 1,2 классов пассивированной | Для проволоки оцинкованной 3,4 классов и оцинкованной 3,4 классов пассивированной | ||||
| повышенной точности | нормальной точности | повышенной точности | нормальной точности | ||
| Основа | 2,8 | ±0,06 | ±0,10 | ±0,08 | +0,15 -0,10 |
| Шип | 2,0 | ±0,05 | -0,12 | ±0,05 | +0,04 -0,12 |
2. Технические требования
2.1. Колючая проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Проволока для основы и шипов колючей проволоки должна изготовляться из катанки. Допускается изготовление проволоки из стали марки 08кп по ГОСТ 1050 .
2.2. Основу колючей проволоки изготовляют из термически обработанной проволоки, которая должна иметь временное сопротивление разрыву не менее 350 Н/мм 2 (36 кгс/мм 2 ) и выдерживать без разрушения не менее пяти перегибов на 180°.
2.3. Шипы колючей проволоки изготовляются из термически необработанной проволоки с временным сопротивлением разрыву не более 1180 Н/мм 2 (120 кгс/мм 2 ).
2.4. Концы шипов должны быть прямыми и острыми (угол заострения должен соответствовать указанному на чертеже). Допускается притупление и погнутость не более одного шипа на каждом метре колючей проволоки.
2.5. Шипы должны сидеть на основе неподвижно. Допускается провертывание шипов вокруг основы на угол не более 30° и перемещение шипов вдоль основы в пределах расстояния между выступами основы.
2.6. Допускается пропуск шипов, а также наличие шипов, не соответствующих требованиям п. 2.5, на участках длиной не более 0,5 м при условии, если общая длина таких участков в мотке не превышает 4 м и расстояние между ними не менее 5 м.
2.7. На поверхности основы проволоки без покрытия не допускаются плены, раковины, трещины, расслоения и ржавчина.
На поверхности шипов проволоки без покрытия допускаются продольные и поперечные риски.
На поверхности шипов проволоки без покрытия допускаются продольные и поперечные риски.
2.9. Пассивированная проволока должна быть покрыта пассивной пленкой. Цвет пассивной пленки от светло-желтого до серо-желтого.
2.10. Цинковое покрытие на проволоке, предназначенной для основы, должно быть сплошным. Допускаются местные наплывы цинка.
Цинковое покрытие на проволоке, предназначенной для шипов, должно быть сплошным, прочным и не должно растрескиваться и отслаиваться при спиральной навивке проволоки пятью витками на цилиндрический сердечник, равный диаметру 2,75 мм для проволоки оцинкованной 1 и 2 классов и равный 4-кратному диаметру навиваемой проволоки для проволоки оцинкованной 3 и 4 классов.
Допускается наличие поверхностного пылевидного шелушения цинкового покрытия на навитых образцах.
Цинковое покрытие на проволоке, предназначенной для шипов, должно быть сплошным, прочным и не должно растрескиваться и отслаиваться при спиральной навивке проволоки пятью витками на цилиндрический сердечник, равный диаметру 2,75 мм для проволоки оцинкованной 1 и 2 классов и равный 4-кратному диаметру навиваемой проволоки для проволоки оцинкованной 3 и 4 классов.
Допускается наличие поверхностного пылевидного шелушения цинкового покрытия на навитых образцах.
2.11. Срезы острия шипов остаются неоцинкованными. Допускается отслаивание цинкового покрытия на расстоянии 5 мм от основания среза шипа.
2.12. Поверхностная плотность цинка, число погружений и продолжительность каждого погружения должны соответствовать указанным в табл. 2.
Таблица 2
| Составляющие колючей проволоки | Основа | Шип | |
| 1 класс | Поверхностная плотность цинка, г/м2 | 80 | 60 |
| Количество погружений продолжительностью 60 с | 2 | 1 | |
| 2 класс | Поверхностная плотность цинка, г/м2 | 114 | 85 |
| Количество погружений продолжительностью 60 с | 2,5 | 2 | |
| 3 класс | Поверхностная плотность цинка, г/м2 | 175 | 147 |
| Количество погружений продолжительностью 60 с | 4 | 3 | |
| 4 класс | Поверхностная плотность цинка, г/м2 | 260 | 240 |
| Количество погружений продолжительностью 60 с | 5 | 4 | |
2.13. Проволока должна изготовляться в мотках массой (35±2) кг с наружным диаметром мотка не более 600 мм, высотой не более 250 мм. Внутренний диаметр мотка проволоки должен быть от 100 до 140 мм. Допускается конусность отверстия мотка в тех же пределах.
Примечание. Длина проволоки в мотке массой 35 кг равна приблизительно 400 м.
2.15. В мотке допускается не более двух соединений основы колючей проволоки. Соединение концов отрезков должно быть произведено в виде петель, входящих одна в другую. Закрепление петель должно производиться прочной навивкой не менее четырех витков каждого отогнутого конца петли вокруг основы.
Правила приемки изделия: колючая проволока
3а.1. Проволоку принимают партиями. Партия должна состоять из проволоки одного вида и сопровождаться документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение проволоки;
- результаты проведенных испытаний;
- количество мотков в партии;
- массу нетто партии;
- номер партии.
3а.3. Для проверки механических свойств и качества цинкового покрытия проволоки, предназначенной для изготовления основы и шипов от партии отбирают 1 % мотков, но не менее пяти мотков.
3а.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке.



 Перейти в корзину
Перейти в корзину