





Виды проволоки
Существует достаточно большое количество видов проволоки. Хотите лучше всех разбираться в нюансах? Помочь разобраться в многообразии видов проволоки – цель данной статьи. Как проволоку получают? Как делают нужный диаметр? Каково назначение проволоки? Какие отличия в технических характеристиках? Типы проволоки, классификации. Виды и применение. Все это, аккумулируя опыт АКТИ, разберем ниже в деталях.Что такое проволока?
Проволока является металлической нитью, которая производится методом волочения заготовки из различных металлов (алюминия, меди, стали). В результате этого повышаются прочностные свойства изделия, так как деформация происходит в холодном состоянии.
В чем же принцип процесса волочения?
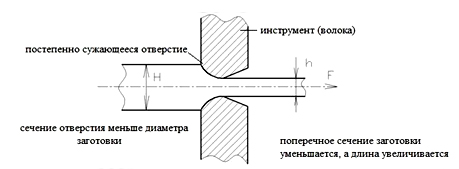
Данный процесс заключается в протягивании заготовок через плавно сужающийся канал волоки (см. схема 1). Проходя через волоку (ее также называют – фильера), заготовка деформируется, принимая форму и размеры этой волоки. Канал фильеры имеет 4 зоны:
1) входная – служит для ввода в нее заготовки и подачи смазки;
2) рабочая – здесь деформируется протягиваемый металл;
3) калибрующая – в ней изделию придается окончательная форма;
4) выходная – предотвращает повреждения при выходе изделия из волоки.
Волочение завершает весь производственный цикл изготовления проволоки. Перед тем, как приступить к этому процессу, необходимо тщательно подготовить металл. То есть, с поверхности стальной заготовки удалить окалину, которая затрудняет процесс, а также ухудшает качество проволоки. Применяют химическое удаление окалины – растворение ее в подогретом растворе кислоты, дальнейшая промывка, нейтрализация и сушка.
Термическая обработка проволоки.
Существует несколько способов термической обработки проволоки. Так, например, для проволоки из низкоуглеродистых, среднеуглеродистых и легированных сталей применяют отжиг, который заключается в нагреве проволоки в специальных печах (линейных, шахтного и колпачкового типов) до температуры 1050°С и ее охлаждении на воздухе. Целью термической обработки является снятие внутренних напряжений, которые образовываются в процессе волочения. После проведения такой обработки сильно возрастают показатели пластичности и вязкости стали.
Для проволоки из легированных и углеродистых марок стали выполняется метод нагревания в печах до температуры 920°С и охлаждение в электродных ваннах (расплавленные соли или расплавленный свинец). Данный метод называется патентированием. Используется в качестве промежуточной операции для восстановления пластичности после процесса волочения, а также как конечная операция термической обработки готового изделия – проволоки.
Для высоколегированных проволок применяется термомеханическая обработка, которая заключается в объединении процесса волочения с термообработкой. Данный процесс может быть высокотемпературным ВТМО (нагревание до температуры 900°С и более) и низкотемпературным НТМО (нагревание до температуры 800°С-900°С).
В классическом варианте проволока изготавливается с круглым поперечным сечением. Но существую и другие формы поперечного сечения – квадратная, шестигранная,
 овальная, прямоугольная, трапециевидная. Ранее, проволока шестиугольного и квадратного сечений, производилась плющением, т.е. металлический прут ковали зажатым между рифлёными кусками металла. Такая проволока была распространена для изготовления различных украшений.
овальная, прямоугольная, трапециевидная. Ранее, проволока шестиугольного и квадратного сечений, производилась плющением, т.е. металлический прут ковали зажатым между рифлёными кусками металла. Такая проволока была распространена для изготовления различных украшений.В современной промышленности выпускается большое количество разновидностей проволоки. Рассмотри некоторые из них.
Виды и применение проволоки.
Проволока ГОСТ 3282-74
Наиболее популярной считается стальная низкоуглеродистая проволока ГОСТ 3282-74, которая и классифицируется:
- по виду обработки: термически необработанная (жесткая) и обозначается аббревиатурой – ТН, а также термически обработанная (отожженная) – ТО. Термообработка проволоки позволяет добиться высокой пластичности, поэтому ее еще называют – вязальной (мягкой), что дает возможность выдерживать сильные деформации, не ломаясь. Качественная термонеобработанная проволока до 6,0 мм, должна выдерживать не меньше 4-х перегибов без разрушения.
- по типу поверхности: без покрытия (светлая – С / черная – Ч) – изготавливается диаметрами от 0,16 мм до 10,0 мм и оцинкованная – от 0,2 мм до 6,0 мм
- в промышленности – для производства металлических сеток (из проволоки т/о – тканую сетку, из т/н делают рабицу, сетку сварную и различные ограждения);
- для изготовления гвоздей (именно поэтому ее также называют гвоздильной), метизов и свёрл;
- для подвешивания кабелей и других проводов, а также заборы из рабицы, защищая от провисания;
- в сельском хозяйстве для подвязки растений, виноградников;
- для соединения бревен на лесозаготовках при их транспортировке, увязки кип макулатуры, скрепления узлов арматуры;
- в создании искусственных ёлок, венков, предметов интерьера и украшений и т.д.
Виды намотки проволоки и их отличия
Моток – его масса составляет от 20 кг до 250 кг. Наматывается на вертикально расположенном барабане волочильного стана. Витки располагаются на барабане один под другим и имеют одинаковый диаметр, примерно равный диаметру намоточного барабана. Намотка проволоки плотная, поэтому при снятии мотка и его увязке происходит лишь незначительное смещение рядов относительно друг друга. Мотки проволоки могут поставляться без упаковки, перевязанные в 4-х местах вязальной проволокой, либо быть упакованы в бумагу и обернуты полиэтиленовой проволокой для малых диаметров. Данный вид намотки удобен для мелкосерийного производства, где нет возможности применять кран или другие подъемные устройства.
Розетта – бухта проволоки со специальной намоткой в виде смещенных витков относительно друг друга под определенным углом, типа "ромашка". Такая намотка позволяет разматывать розетту путем вытягивания проволоки вверх. При такой
 размотке витки проволоки не запутывается между собой, и, в случае внезапной остановки разматывающего устройства, бухта с проволокой не продолжает вращаться по инерции, запутываясь, как это происходит при размотке обычных большегрузных бухт с проволокой, например, при производстве гвоздей. Такой тип намотки позволяет избежать слипания продукции и увеличить производство метизной продукции из-за высокой способности разматывания проволоки. Одним из больших плюсов является вес розетты, который колеблется от 400 кг до 800 кг. Производители сеток отдают предпочтение именно розеттам.
размотке витки проволоки не запутывается между собой, и, в случае внезапной остановки разматывающего устройства, бухта с проволокой не продолжает вращаться по инерции, запутываясь, как это происходит при размотке обычных большегрузных бухт с проволокой, например, при производстве гвоздей. Такой тип намотки позволяет избежать слипания продукции и увеличить производство метизной продукции из-за высокой способности разматывания проволоки. Одним из больших плюсов является вес розетты, который колеблется от 400 кг до 800 кг. Производители сеток отдают предпочтение именно розеттам.Бухта – имеет вес от 800 кг до 1500 кг. Наматывается на горизонтально расположенную металлическую разъемную катушку. В процессе накопления на разъемной катушке диаметр витков каждого ряда увеличивается. Намотка проволоки имеет более плотную укладку, чем в мотке. При увязке бухт расположение витков проволоки не нарушается. Пригодны для производства гвоздей и электродов.
Сварочная проволока ГОСТ 2246-70
Сварочная проволока ГОСТ 2246-70 изготавливается различных марок. Так, марки Св-08, Св-08А, Св-08ГА относятся к низкоуглеродистому типу и являются исходным материалом для производства электродов и пайки. Марки проволоки Св-08Г2С, Св-08ГС, Св-08ХГ2С, Св-12Х11НМФ и многие другие – относятся к легированному типу и предназначены для сварки металлических изделий.
По виду поверхности выпускается омедненная и не омедненная проволока. Медное покрытие не позволяет проволоке окисляться при длительном хранении. При сварке металлов необходимо помнить, что химический состав сварочной проволоки должен соответствовать металлу, подлежащему сварке. Это можно определить исходя из ее цифрового и буквенного значения. Расшифровка проволоки сварочной: индекс Св – сварочная; цифры после него, указывают на содержание углерода в сотых долях процента, например, 08=0,08% или 12=0,12% углерода; следующие далее буквы и цифры, показывают из каких химических элементов состоит металл проволок и его содержание в процентах. Буквы А или АА на конце указывают на повышенную чистоту проволоки. Если этих букв нет в конце наименования, значит в составе такой проволоки допускается содержание до 0,04% серы и фосфора. Буквенное обозначение остальных химических элементов: В – вольфрам; Г – марганец; Д – медь; Н – никель; С - кремний; Т - титан; Х – хром; Ц – цирконий; Ю – алюминий.
Возможные диаметры низкоуглеродистой сварочной проволоки – от 0,3 мм до 10 мм, легированной – от 0,8 мм до 5,0 мм. Готовая сварочная проволока поставляется в мотках (15-120 кг), бухтах (до 1200 кг), а также на кассетах и катушках европейского стандарта (5 кг, 15 кг, 18 кг). Витки проволоки на катушках, укладываются строго по рядам, расположенным плотно друг к другу.
Проволока сварочная порошковая
Сварочная проволока ГОСТ 2246-70 изготавливается различных марок. Так, марки Св-08, Св-08А, Св-08ГА относятся к низкоуглеродистому типу и являются исходным материалом для производства электродов и пайки. Марки проволоки Св-08Г2С, Св-08ГС, Св-08ХГ2С, Св-12Х11НМФ и многие другие – относятся к легированному типу и предназначены для сварки металлических изделий.
По виду поверхности выпускается омедненная и не омедненная проволока. Медное покрытие не позволяет проволоке окисляться при длительном хранении. При сварке металлов необходимо помнить, что химический состав сварочной проволоки должен соответствовать металлу, подлежащему сварке. Это можно определить исходя из ее цифрового и буквенного значения. Расшифровка проволоки сварочной: индекс Св – сварочная; цифры после него, указывают на содержание углерода в сотых долях процента, например, 08=0,08% или 12=0,12% углерода; следующие далее буквы и цифры, показывают из каких химических элементов состоит металл проволок и его содержание в процентах. Буквы А или АА на конце указывают на повышенную чистоту проволоки. Если этих букв нет в конце наименования, значит в составе такой проволоки допускается содержание до 0,04% серы и фосфора. Буквенное обозначение остальных химических элементов: В – вольфрам; Г – марганец; Д – медь; Н – никель; С - кремний; Т - титан; Х – хром; Ц – цирконий; Ю – алюминий.
Возможные диаметры низкоуглеродистой сварочной проволоки – от 0,3 мм до 10 мм, легированной – от 0,8 мм до 5,0 мм. Готовая сварочная проволока поставляется в мотках (15-120 кг), бухтах (до 1200 кг), а также на кассетах и катушках европейского стандарта (5 кг, 15 кг, 18 кг). Витки проволоки на катушках, укладываются строго по рядам, расположенным плотно друг к другу.
Проволока сварочная порошковая
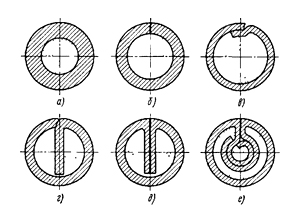
Проволока сварочная порошковая (самозащитная) имеет вид металлической трубки с порошковым наполнителем, выполняющим функцию флюса. Изготавливается по ГОСТ 26101-84. Различается:
- по конструкции: а, б – трубчатая стыковая; в – трубчатая с нахлестом кромки; г – с одним загибом оболочки; д – с двумя загибами оболочки; е – двухслойная.
- по составу наполнителя: рутиловая; органическая рутиловая; флюоритная; рутил-флюоритная; флюоритно-карбонатная.
Технология производства такого типа проволоки заключается в том, что для изготовления трубки применяют стальную ленту с шириной 10-15 см, которую нарезают на отрезки для последующего скручивания. Порошок для наполнения готовится по нужной рецептуре с обязательным прохождением процедуры просеивания, с целью контроля величины гранул, ведь именно от этого зависит плотность наполнения. После проведения всех подготовительных мероприятий, производится формовка трубки, внутри которой формируется порошковая смесь. Затем проволоку волочат через 6 барабанов со скоростью 300 м/мин, за счет чего она увеличивается в длину и уменьшается в диаметре. Для работы с такой проволокой потребуется полуавтомат со специальным отсеком для мотка проволоки.
Расшифровка порошковой проволоки: ПП – проволока порошковая, Нп – наплавочная; цифры после индекса Нп говорят о средней массовой доле углерода в
 сотых долях % в наплавленном металле. Затем указываются буквенные значения, содержащихся химических элементов, и цифры после них указывают на среднюю массовую долю элемента в %. Если цифра после химического элемента отсутствует, это значит, что средняя массовая доля его содержания не больше 1%.
сотых долях % в наплавленном металле. Затем указываются буквенные значения, содержащихся химических элементов, и цифры после них указывают на среднюю массовую долю элемента в %. Если цифра после химического элемента отсутствует, это значит, что средняя массовая доля его содержания не больше 1%.Поставляется в мотках одним отрезком от 3 кг до 60 кг (для диаметров 2 мм – 3,6 мм) и от 5 кг до 80 кг (для диаметра 4 мм), также может быть намотана на катушки.
Еще одной из видов стальной проволоки, является пружинная проволока. Различается по типам: углеродистая проволока ГОСТ 9389-75, легированная проволока ГОСТ 14963-78. Классифицируется:
 изделия широко применяется во многих отраслях деятельности – машиностроении, медицине, мебельной промышленности, строительстве, а также для дизайнерских украшений и т.д. Из нее делают пружины, штифты, различные шпильки, а также другие изделия, требующие пружинных характеристик.
изделия широко применяется во многих отраслях деятельности – машиностроении, медицине, мебельной промышленности, строительстве, а также для дизайнерских украшений и т.д. Из нее делают пружины, штифты, различные шпильки, а также другие изделия, требующие пружинных характеристик.
Пружинная проволока изготавливается диаметрами от 0,2 мм до 8,0 мм. Поставляется в мотках от 250 кг (накручиваются единым отрезком), мотки большегрузной намотки до 1500 кг (могут быть накручены тремя отрезками, но не более). Готовые мотки покрывают консервирующей смазкой и обматывают полимерной пленкой, парафинированной бумагой или другим упаковочным полотном для обеспечения антикоррозийной защиты.
- по механическим свойствам: классов – 1, 2, 3; марок – А, Б, В.
- по точности изготовления: нормальная и повышенная
изделия широко применяется во многих отраслях деятельности – машиностроении, медицине, мебельной промышленности, строительстве, а также для дизайнерских украшений и т.д. Из нее делают пружины, штифты, различные шпильки, а также другие изделия, требующие пружинных характеристик. Пружинная проволока изготавливается диаметрами от 0,2 мм до 8,0 мм. Поставляется в мотках от 250 кг (накручиваются единым отрезком), мотки большегрузной намотки до 1500 кг (могут быть накручены тремя отрезками, но не более). Готовые мотки покрывают консервирующей смазкой и обматывают полимерной пленкой, парафинированной бумагой или другим упаковочным полотном для обеспечения антикоррозийной защиты.
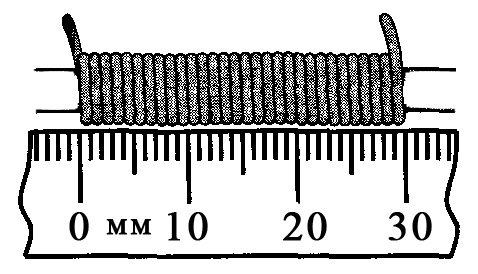
Диаметр проволоки измеряют микрометром, а также штангенциркулем. А как же определить диаметр проволоки, не имея специальных приспособлений? Для этого необходимо намотать проволоку на тонкий стержень, например карандаш или цилиндрическую часть отвертки. Витки должны быть полными и намотаны плотно относительно стержня и друг к другу. Затем линейкой измерить длину намотки и разделить эту величину на количество витков. Чем больше сделать витков, тем точнее будет измерение. Данный метод подходит для определения диаметра тонких проволок.
Проволока ВР-1
Сырьем для проволоки Вр-1 служит катанка низкоуглеродистых марок стали. Изготавливается по ГОСТ 6727-80. Данный вид изделия зачастую именуют арматурной проволокой, что на самом деле не так. Вр-1 является ее аналогом, поэтому и применяется как арматурная, однако они имеют отличия. Главным различием служит рифление. Рифление арматуры имеет выпуклый винтовой «рисунок», идущий влево или вправо, относительно ребра жесткости. Проволока Вр, напротив, имеет вдавленные участки (вмятины), направленные также, винтообразно.
Проволока ВР-1 предназначена и поставляется АКТИ:
Проволока колючая
Проволока колючая (колючка) придумана в далеком 1860 году, но актуальная по сей день и производится по ГОСТ 285-69. Представляет собой основу из термически обработанной проволоки диаметром 2,8 мм, и плотно навитыми на нее, на одинаковом расстоянии друг от друга, шипами из термически необработанной проволоки.
 Классифицируется колючая проволока:
Классифицируется колючая проволока:
Спиральный барьер безопасности «Егоза»
Существует еще один вид колючей проволоки, именуемый как спиральный барьер безопасности «Егоза».
Все начинается со свернутой стали, которую разворачивают и выпрямляют, чтобы ее можно было порезать на ленты из острых колючек. Для того, чтобы СББ мог противостоять коррозии, используется нержавеющая сталь, оцинкованная сталь или сталь, смешанная с хромом. При этом, она еще и тонкая, как лезвие, всего о,6 мм в толщину. Чтобы превратить стальной материал в острую колючую проволоку, ее закладывают под пресс, одновременно с этим, губчатые ролики покрывают металл маслом, чтобы смазать ножи внутри машины. Пресс опускается на ножи, которые и прорезают сталь, создавая ленты колючей проволоки. Далее ее оборачивают вокруг больших колес и загружают в аппарат, который укрепит ее проволокой. Существует 2 типа укрепления:
Данные изделия предназначены для огораживания различных территорий. Монтаж колючей проволоки производится исходя из требований к ограждению. Если нет особых требований к эстетическому виду ограждения, то можно использовать проволоку ГОСТ 285-69. Подходит в качестве временного ограждения строительных площадок, а также для огораживания территории пастбищ для скота. СББ «Егоза» применяется для более надежной защиты территорий, чаще для улучшения уже имеющихся ограждений (как правило, это делается над ограждением).
Проволока алюминиевая
Проволока ВР-1
Сырьем для проволоки Вр-1 служит катанка низкоуглеродистых марок стали. Изготавливается по ГОСТ 6727-80. Данный вид изделия зачастую именуют арматурной проволокой, что на самом деле не так. Вр-1 является ее аналогом, поэтому и применяется как арматурная, однако они имеют отличия. Главным различием служит рифление. Рифление арматуры имеет выпуклый винтовой «рисунок», идущий влево или вправо, относительно ребра жесткости. Проволока Вр, напротив, имеет вдавленные участки (вмятины), направленные также, винтообразно.
Проволока ВР-1 предназначена и поставляется АКТИ:
- для армирования железобетонных конструкций (ЖБК, ЖБИ);
- для изготовления сетки сварной;
- укрепления дорожного полотна, кирпичной кладки и для стяжки бетонного пола.
Проволока колючая
Проволока колючая (колючка) придумана в далеком 1860 году, но актуальная по сей день и производится по ГОСТ 285-69. Представляет собой основу из термически обработанной проволоки диаметром 2,8 мм, и плотно навитыми на нее, на одинаковом расстоянии друг от друга, шипами из термически необработанной проволоки.
Классифицируется колючая проволока:- по типу поверхности: без покрытия и оцинкованная;
- одноосновная и двухосновная (в основании лежит одна или две проволоки). Двухосновная колючая проволока обладает некоторыми преимуществами – выше прочность и лучшее скрепление колючек на основе.
Спиральный барьер безопасности «Егоза»
Существует еще один вид колючей проволоки, именуемый как спиральный барьер безопасности «Егоза».
Все начинается со свернутой стали, которую разворачивают и выпрямляют, чтобы ее можно было порезать на ленты из острых колючек. Для того, чтобы СББ мог противостоять коррозии, используется нержавеющая сталь, оцинкованная сталь или сталь, смешанная с хромом. При этом, она еще и тонкая, как лезвие, всего о,6 мм в толщину. Чтобы превратить стальной материал в острую колючую проволоку, ее закладывают под пресс, одновременно с этим, губчатые ролики покрывают металл маслом, чтобы смазать ножи внутри машины. Пресс опускается на ножи, которые и прорезают сталь, создавая ленты колючей проволоки. Далее ее оборачивают вокруг больших колес и загружают в аппарат, который укрепит ее проволокой. Существует 2 типа укрепления:
 АКЛ – армирующая колючая лента, обжатая вокруг стальной оцинкованной проволоки. Получается некий сердечник, который делает готовое изделие упругим и устойчивым к деформации.
АКЛ – армирующая колючая лента, обжатая вокруг стальной оцинкованной проволоки. Получается некий сердечник, который делает готовое изделие упругим и устойчивым к деформации.- АСКЛ – армирующая скрученная колючая лента, обвитая вокруг сердцевины, поэтому является менее жесткой, чем предыдущая.
Данные изделия предназначены для огораживания различных территорий. Монтаж колючей проволоки производится исходя из требований к ограждению. Если нет особых требований к эстетическому виду ограждения, то можно использовать проволоку ГОСТ 285-69. Подходит в качестве временного ограждения строительных площадок, а также для огораживания территории пастбищ для скота. СББ «Егоза» применяется для более надежной защиты территорий, чаще для улучшения уже имеющихся ограждений (как правило, это делается над ограждением).
Проволока алюминиевая
Проволока алюминиевая изготавливается в соответствии с ГОСТ 14838-78. Предназначена для производства проводов, кабелей и электротехнических деталей, а также в качестве припоя в сварочных работах. Изготавливается диаметрами от 1,4 мм до 12 мм из алюминия марки АД1 и различных алюминиевых сплавов методом волочения. Поверхность качественной алюминиевой проволоки, как и у других видов, не должна иметь трещин, закатов, расслоений, следов коррозии и резких перегибов, однако допускаются царапины и потертость – следы волочения.
Поставляется в зависимости от диаметра: от 1,4 мм до 2 мм в мотках от 10 кг до 40 кг; от 2,0 мм до 4,5 мм – от 15 кг до 40 кг; от 4,5 мм до 12 мм – от 4 кг до 40 кг.
Проволока канатная ГОСТ 7372-79
Поставляется в зависимости от диаметра: от 1,4 мм до 2 мм в мотках от 10 кг до 40 кг; от 2,0 мм до 4,5 мм – от 15 кг до 40 кг; от 4,5 мм до 12 мм – от 4 кг до 40 кг.
Проволока канатная ГОСТ 7372-79
Проволока канатная ГОСТ 7372-79 предназначена для изготовления канатов. Изготавливается светлой (не оцинкованной) и оцинкованной, ее иногда именуют оцинкованной проволокой, так как классифицируется на 3 группы, в зависимости от поверхностной плотности цинка:
- «С» - проволока из данной группы имеет поверхностную плотность цинкового покрытия от 20 до 110 г/м² (определяется диаметром оцинкованной проволоки). Пригодна для применения в умеренно жестких условия (атмосферные явления, влага), но не годится для химически агрессивных сред.
- «Ж» - применяется в жестких условиях эксплуатации за счет поверхностной плотности цинкового слоя, которая составляет 25-150 г/м².
- «ОЖ» - данная группа обладает поверхностной плотностью оцинковки от 60 до 245 г/м². Предназначена для эксплуатации в особо жестких условиях – химической, нефтеперерабатывающей, сталелитейной промышленности.
Проволока медная
Проволока медная изготавливается из медной катанки с круглым сечением, диаметрами от 0,03 мм до 10 мм. Регламентируется ГОСТом 2112-79. Применяется в различных сферах деятельности: легкой промышленности, электроэнергетике, машиностроении, полиграфии, судостроении. Из нее изготавливают различные виды проводников тока – кабели и провода, применяют для обмотки трансформаторов и электродвигателей, а также во всех приборах и устройствах, где осуществляется производство и передача электроэнергии. Также, данный вид проволоки используется для изготовления различной декоративной фурнитуры.
Широкое применение меди основывается на том, что показатель сопротивления данного материала является одним из самых низких, благодаря низкой плотности медной проволоки. Удельное сопротивление проволок рассчитывается с помощью формулы: R=pl/S, где R – сопротивление, измеряемое в омах (Ом); p – удельное сопротивление (Ом х мlм²)/м; l – длина провода в метрах; S – площадь сечения провода в мм². При известном диаметре проволоки, площадь его сечения можно рассчитать по формуле: S=0,8 х d² (коэффициент 0,8 получен путем деления числа «пи» на 4).
Тонкая медная проволока - диаметрами до 0,59 мм поставляется на катушках, проволока больших диаметров может поставляться как на катушках, так и в бухтах. На катушки производится плотная намотка, без перепутывания и ослабления витков, в бухты – не перепутанными витками, и обязательно единым отрезком в обоих случаях. Их вес зависит от диаметра: вес катушки/бухты проволоки диаметром до 0,69 мм до 10 кг; 0,7-0,99 мм – 15 кг; 1,00-1,49 мм – 20 кг; 1,5-3,99 мм – 40 кг; 4,0-10,0 мм – 60 кг.
Каждая бухта увязывается не меньше, чем в трех местах мягкой медной проволокой и обернута упаковочным материалом типа дерюги или рогожи. Проволоку на катушках оборачивают упаковочной бумагой, а для транспортирования – должна быть помещена в обернутом виде в ящики, вес которых не должен превышать 80 кг.

Проволока синельная
Проволока синельная (синель - от франц. Chenille – гусеница), также называется плюшевой, пушистой. Состоит из проволоки, обмотанной ворсом. Изначально применялась в качестве ершика для прочистки курительных трубок. Бывает диаметрами от 4 мм до 15 мм, поставляется большими упаковками по 50-100 шт с цветами в ассортименте. В настоящее время применяется в рукоделии для создания различных сувениров в виде плетеных фигурок, пальчиковых игрушек и т.д.
Все большую популярность в наши дни набирают оригинальные изделия из различных видов проволок – это фигуры и скульптуры, украшения и предметы декора интерьера.
 Они могут быть незамысловатыми и простыми в исполнении, а также иметь сложные каркасные формы. Существует множество мастер-классов по их созданию, которые можно найти в сети Интернет.
Они могут быть незамысловатыми и простыми в исполнении, а также иметь сложные каркасные формы. Существует множество мастер-классов по их созданию, которые можно найти в сети Интернет.Что такое ГОСТ проволоки?
Практически у каждой, из описанных видов, проволоки существует ГОСТ, а что же это такое? ГОСТ – это аббревиатура, которая расшифровывается как государственный стандарт, принятый в СССР, а если присутствует буква Р (ГОСТ Р) указывает на то, что он принят уже в России. Государственным стандартам подчинены многие товары различных сфер деятельности. Если товар изготовлен по ГОСТу, то фактически он является качественным. Первые цифры после ГОСТа указывают на номер регистрации, а цифры после тире – на год принятия стандарта.
Возможно, вас также заинтересуют следующие материалы:
Калькулятор проволоки – Универсальный калькулятор АКТИ позволяет узнать сколько кг в метре проволоки, сколько метров проволоки в мотке, расчет длины проволоки, масса 1 м проволоки, сколько метров проволоки в 1 кг)
Купить проволоку интернет магазине – приобрести проволоку можно в Москве, Туле, Орле, Курске, Белгороде, Сочи, Воронеже! Цена проволоки в Интернет-магазине на данном сайте представлена для Москвы.
Где можно купить проволоку? – выберите в разделе КОНТАКТЫ в главном меню данного сайта удобный для вас город и получите лучшее предложение!
Нужна проволока, которая не перечислена в статье или дополнительная информация! – для вашего внимания раздел Справочник проволока также мы всегда рады ответить на ваши запросы по e-mail и телефонам.
Хочу работать в вашей команде! - направьте нам свое резюме
Купить проволоку интернет магазине – приобрести проволоку можно в Москве, Туле, Орле, Курске, Белгороде, Сочи, Воронеже! Цена проволоки в Интернет-магазине на данном сайте представлена для Москвы.
Где можно купить проволоку? – выберите в разделе КОНТАКТЫ в главном меню данного сайта удобный для вас город и получите лучшее предложение!
Нужна проволока, которая не перечислена в статье или дополнительная информация! – для вашего внимания раздел Справочник проволока также мы всегда рады ответить на ваши запросы по e-mail и телефонам.
Хочу работать в вашей команде! - направьте нам свое резюме


 Перейти в корзину
Перейти в корзину